
连续拉伸模斜度压边圈的应用
连续拉伸模里一般都是平面压料板,通过弹簧来调节压边力,防止拉伸时产品起皱。这里讲的都是第一步拉伸,因为连续拉伸模里从第二步开始通常都不需要压边圈。今天讲的斜度压边圈是在比较特殊的连续拉伸模里才需要的,对于这种工艺大家都比较陌生吧。

斜度压边圈的作用:
斜度压边圈的作用,简单的讲就是让连续拉伸模的第一步拉伸把2次拉伸综合在一道工序上,斜度压边圈先和拉伸凹模进行一个简单的浅拉伸,然后拉伸冲头再进行第一次拉伸,最大的作用就是缩小拉伸系数。原本第一道采用55%拉伸系数,通过斜度压边圈可以缩小到38-48%,这样在整个拉伸工步排列上就能缩减好几步。
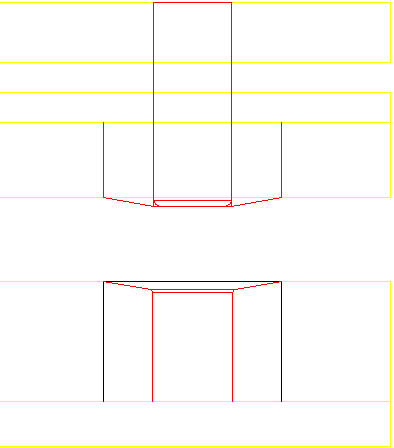
当我们的设计师在选取拉伸系数过小时,第一步拉伸容易破裂,建议可适当把脱料板镶件和凹模做成斜度,如下图:
斜度压边圈的应用条件:
1.大凸缘拉伸件:大凸缘拉伸件的展开面积大,实际拉伸面积小,拉伸外圆相对整个展开面积比重大,如果按正常拉伸系数排列拉伸工艺,需要很多工步,加大了拉伸硬化率,也增加了模具成本。这时候就需要采用斜度压边圈,来减少拉伸工步。
2.拉伸第一步拉伸系数取值偏小,拉伸总是破裂时,可以考虑采用斜度压边圈。
斜度压边圈的斜度和系数:
1.老实讲,目前还没完整的准确的值,以前我查资料,都不完全对,这里只介绍下这10多年的经验值,一般薄料采用10-15度(0.5-0.1),厚料采用12-20度(0.5以上),铜铁铝等软料取偏大的斜度,不锈钢等相对取小斜度;
2.斜度压边圈的系数是指通过斜度压边圈把展开外形压成型后的外圈面接和原材料展开外圈面接的比,这个系数一般是薄料取0.9-0.95,厚料0.7-0.8;

采用斜度压边圈的连续拉伸模,在第一道拉伸时,脱料板上做镶件,镶件有独立的压边弹簧。
惠州新精丰五金制品有限公司是:拉伸五金冲压模具加工厂,模具厂,专业提供:五金冲压,精密拉伸,精密机械零件加工,模具加工,五金模具,五金模具加工,拉伸模,拉伸模加工,拉伸模具,拉伸模具加工
地址:广东省惠州市惠阳区 秋长白石大石大湖组88号
电话:0752-3731609
传真:0752-7160373
联系人:罗先生
手 机: 13902477013
邮 箱: jfwjly@163.com
网 址:http://www.xjfwj.com/
上一篇:五金模具设计教程
下一篇:五金模具问题